


БЛЕСТЯЩЕЕ ЦИНКОВАНИЕ С ДОБАВКОЙ ГЕК-2
Конарев А.А., Ефимов К.М.
Институт эколого-технологических проблем,
117638, г. Москва, ул. Криворожская, д. 33 , тел./факс: (095)318-60-78
Одним из самых доступных и дешевых способов защиты железных и стальных конструкций от коррозии являются широко распространенная технология гальванического цинкования. Для получения блестящих цинковых покрытий использовали щелочные цианистые электролиты с органическими добавками, обеспечивающими образование мелкокристаллические и равномерные по толщине осадка металла в широком интервале плотностей тока с высоким выходом по току. Существенным недостатком цианистых электролитов является опасность производства, связанная с выделением в атмосферу цианистого водорода, что создает экологическую опасность производства.
Для замены ядовитых щелочно-цианистых растворов разработаны пирофосфатные, хлоридо-аммиакатные, аминокомплексные и цинкатные электролиты. Самыми близкими к цианистым электролитам по производительности и качеству осадков оказались цинкатные электролиты, но решающим условием получения полублестящих и блестящих покрытий является применение специальных добавок – органических веществ и их композиций. Эти добавки оказывают сильное влияние на ход процесса электроосаждения цинка и качество получаемого осадка.
В последнее время для щелочного нецианистого цинкования предлагается целый ряд блескообразующих органических добавок. Однако многие добавки обеспечивают лишь полублестящие покрытия цинком, а их декоративный вид улучшается за счет осветления осадка в разбавленном растворе азотной кислоты. Кроме того, большинство блескообразующих добавок эффективно работает в сравнительно концентрированных растворах щелочи (≥ 100 г/л), что делает электролит агрессивным и создает экологически опасную обстановку в производственном помещении, в особенности, при протекании электролиза с большим объемом электролита. Следует отметить, что для получения блестящего цинкового покрытия в качестве добавок нередко рекомендуются очень токсичные органические вещества, в частности, гексаметилендиамин [1].
Нами разработана технология щелочного бесцианистого цинкования с использованием полимерной блескооборазующей добавки ГЕК-2, которая позволяет получать высококачественные блестящие покрытия в электролите с концентрацией гидроксида натрия 50-70 г/л.
Для сравнительной оценки влияния добавки ГЕК-2 и добавок (ЦКН-01 полиэтиленполиамин, «ИНЕЙ»), традиционно используемых в процессе щелочного цинкования, на процесс электровосстановления цинка в щелочном растворе использован полярографический метод исследования (рис.).
На полярограмме цинката натрия наблюдается диффузионная волна
(Е1/2 = - 1,74B) со спадом тока, обусловленного, по-видимому, анионной природой восстанавливающейся частицы - Zn(OH)42-. Спад тока на полярографической кривой не регистрируется при концентрации ZnO менее 8,0г/л в 1,75 н растворе гидроксида натрия. При потенциале электрода - 2,7 В (н. к. э.) торможение электровосстановления цинката натрия отсутствует, и предельный ток достигает своего начального значения.
На скорость необратимых электрохимических реакций с участием анионов должно существенно сказываться влияние строения двойного электрического слоя. Это влияние сводится как к изменению y1 – потенциала, определяющего приэлектродную концентрацию анионов, так и к изменению эффективного скачка потенциала между поверхностью электрода и разряжающейся частицей. Влияние строения двойного электрического слоя на электровосстановление цинката натрия исследовали путем изменения ионной силы раствора. Если восстанавливающаяся частица имеет анионный характер, то увеличение ионной силы раствора, приводящей к изменению y1 – потенциала в положительную сторону, должно увеличивать приэлектродную концентрацию анионов. Действительно, спад тока на полярографической кривой восстановления Na2Zn(OH)4 уменьшается с ростом концентрации фонового электролита и концентрации посторонних катионов как неорганической, так и органической природы. Эффективность действия последних на электровосстановление цинката натрия определяется длиной алкильной цепи. Так, при добавлении незначительных количеств катионов тетрабутиламмония (2·10-3м) в раствор Na2Zn(OH)4 наблюдается возрастание скорости процесса и на полярограмме спад тока практически устраняется, а Е1/2 при этом сдвигается в область более электроотрицательных значений в результате их адсорбции на поверхности ртутного электрода. Катионы тетраметиламмония не влияют на спад тока, но с увеличением их концентрации снижается предельный ток волны восстановления цинката натрия и, вероятно, это связано с блокировкой поверхности электрода посторонними катионами[2].
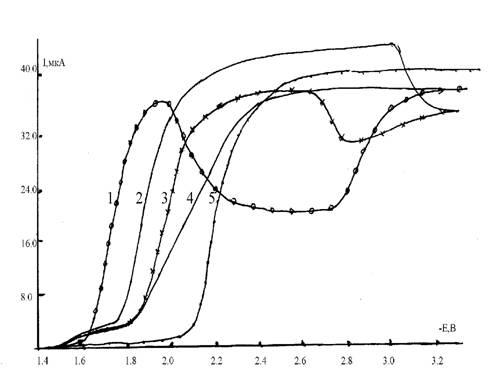
Рис. Полярограммы Na2Zn(OH)4 на фоне 1,75н раствора NaOH в присутствии добавок с концентрацией 7,0 мл/л: 1- без добавки; 2-полиэтиленполиамин; 3- ЦКН-01; 4- ГЕК-2; 5-«ИНЕЙ». Концентрация ZnO 10 г/л (в расчете на металл).
Из полученных результатов следует, что торможение процесса электровосстановления цинката натрия, проявляющееся на полярографической кривой в виде спада тока, вызван десорбцией анионов цинката натрия с отрицательно заряженной поверхности электрода.
Из рис. видно, что все исследованные блескообразующие добавки устраняют торможение реакции электровосстановления Na2Zn(OH)4, но при этом по-разному сдвигают процесс в катодную область. Так, в присутствии полиэтиленполиамина, ЦКН-01, ГЕК-2 и «ИНЕЙ» Е½ восстановления цинката натрия принимают значения соответственно –1,87B, -1,97B, -2,05B и –2,21B (н. к. э.). C наибольшей катодной поляризацией протекает электровосстановление цинката натрия с добавками «ИНЕЙ» и ГЕК-2. Однако полярограмма с добавкой ГЕК-2 отличается меньшим наклоном кривой по сравнению с исследованными добавками и, вероятно, это связано с образованием комплекса анионов Zn (OH)4-2 с катионами полимерией добавки ГЕК-2 и для его разряда требуется большая поляризуемость электрода.
Результаты исследования влияния плотности тока на выход цинка по току в щелочном электролите с добавкой ГЕК-2 приведены в таблице.
Таблица
Влияние плотности тока на выход цинка по току и скорость осаждения цинка.
Температура 20 – 22°С
| Состав электролота,г/л | Плотность тока,А/дм2 | 1,0 | 1,5 | 2,0 | 3.0 | 4.0 |
| СZn=10,0 СNaOH=70,0 СГЕК-2=7,0мл/л | ВТ, % | 95,5 | 89,5 | 83,5 | 70,0 | 64,2 |
| Скорость осаждения, мкм/мин | 0,33 | 0,40 | 0,47 | 0,60 | 0,73 |
Из табл. видно, что выход цинка по току в щелочном электролите с добавкой ГЕК-2 c увеличением плотности тока сильно снижается, а электрохимическое восстановление цинка протекает при высокой катодной поляризации (рис.). Эти два фактора приводят к образованию блестящих и равномерных по толщине осадков цинка. Для получения блестящих цинковых покрытий рекомендуется электролит следующего состава (г/л): ZnO – 4,0 – 10,0 (в расчете на металл), NaOH – 50 – 70, добавка ГЕК-2 – 7 – 8 мл/л. Температура электролита 15 – 40 °С и катодная плотность тока 1,0 - 1,5 А/дм2.
Разработанная технология блестящего цинкования с добавкой ГЕК-2 успешно апробирована в производственных условиях в ваннах барабанного, колокольного и подвесочного типа объемом электролита 60 – 1500 л на различных предприятиях, в частности, ОАО «Электроаппарат» (г. Курск), ОАО «Электроагрегат» (г. Курск), Долгопрудненское научно-производственное предприятие (Московская обл.), ООО «Северин» (Московская обл.) и др.. В результате промышленной эксплуатации щелочного электролита с блескообразующей добавкой ГЕК-2 достигается высокое качество цинковых покрытий (блеск, равномерность, пластичность), а небольшой расход и нетоксичность компонентов электролита значительно повышают экономичность процесса цинкования и улучшают его экологию по сравнению с процессами на основе цинкатных электролитов.
Литература
1. Читнаев Е. Л. Патент РФ № 2120501, 1999.
2. Федорович Н.В., Cтенина Е. В.-В кн.: Итоги науки и техники. Электрохимия т.17. 1981, c. 3-42.

