


Декоративные покрытия для автомобильной промышленности
Алекс Плетт
Статья отражает проблемы мировой автомобильной промышленности, возникшие в свете освоения новых рынков. Антикоррозионные системы покрытий деталей автомобилей показывают разную стойкость к корозии в различных регионах мира. Выход мирового автопрома на российский рынок обнажил проблему отсутствия универсальности антикорозионных систем декоративных покрытий. Признаные во всём мире антикоррозионные системы покрытий оказались малоэфективными в российских условиях использования автомобилей. Соли хлорида кальция, используемые на улицах Москвы как реагент, вызывают разрушение декоративных покрытий с последующей коррозией. Что же может противостоять появлению коррозии вызываемой солями хлорида кальция? Наметилось несколько тенденций возможного решения этой проблемы. Что же окажется более эфективным и будет массово внедрено, покажет время.
Введение
Массовое вливание мирового автопрома в Россиийский рынок выявило слабые стороны современных систем декоративных покрытий. Российские условия эксплуатации автомобилей оказались более агрессивными с коррозионной точки зрения по отношению к декоративным покрытиям, чем предполагали разработчики. Появились новые проблемы, которые стали видны на фоне особенностей эксплуатации автомобилей в российских условиях.
Применение хромированых поверхностей
На сегодняшний день очень трудно себе представить автомобильную промышленность без деталей с декоративными покрытиями, нанесёнными гальваническим путём. В своё время эти покрытия использовались для антикоррозионной защиты функциональных деталей автомобиля, например, бамперов и колёсных колпаков. На сегодняшний день декоративные покрытия являются неотъемлемой частью дизайна автомобиля и подчёркивают характер той или иной модели. Если в 90-ые годы на автомобилях почти отсутствовали элементы с декоративными покрытиями, то за последние 10 лет количество таких элементов на автомобиле постоянно растёт. Эти элeменты можно увидeть как на передней части автомобиля, так и на задней, на боковых поверхностях и даже на крыше автомобиля. Декоративные элементы встречаются как на автомобилях престижного класса, так и на коммерческих моделях.
Если принять во внимание тот факт, что порядка 40% всех покрываемых в гальванической промышленности деталей являются деталями для автомобильной промышленности, то можно представить ту невидимую связь между этими двумя индустриальными направлениями. И зачастую небольшие изменения в автомобильной промышленности влекут за собой очень большие изменения в гальваническом секторе.
Глобализация
Наряду с возвращением хромовых покрытий наблюдается глобализация автомобильной прoмышленности. Будет ли желание создания «мирового» автомобиля реализовано или оно постепенно рассосётся на различных стадиях разработки, покажет время. Ясно то, что автомобили используются в различных регионах мира и их количество постоянно увеличивается. Покрытия деталей также подвергаются различным климатическим и бытовым воздействиям.
Автопроизводители из различных регионов мира требуют от гальваники нанесения различных систем покрытий. Гальванические линии должны быть оптимизированы под тот или иной вид покрытия. Гальваники не имеют возможности унифицировать покрытия, так как это противоречит индивидуальным требованиям различных автопроизводителей. Таблица 1 показывает требования ведущих автопроизводителей к декоративным покрытиям, наносимым на пластиковые детали наружнoго применения. Эти системы покрытий должны выполнять свои антикоррозионные функции во всех регионах мира.
Таблица 1. Требования к покрытиям, используемым автомобильными компаниями (PNG 1036*733)
Управляемая коррозия
Современные системы декоративных покрытий основаны на принципе направления коррозии в желаемом направлении. То есть коррозия не должна распрострaняться вглубь покрытий, в направлении основного материала, что может привести к повреждению функциональных свойств детали. Так же коррозия не должна распрострaняться по поверхности детали, что приведёт к изменению её внешнего вида в худшую сторону. С целью выполнения вышеприведенных требований коррозионный процесс направляют между определёнными слоями покрытий. Это достигается путём придания состaвляющим системы покрытия определённых свойств, в частности электрохимического потенциала. В этом случае «жертвой» становится тот слой из системы покрытий, который имеет более электроотрицательный потенциал по отношению к соседним слоям покрытий. Когда мы говорим, что слой покрытия становится жертвой, имеется в виду, что создаются такие условия, когда именно этот слой подвергается коррозии в первую очередь.
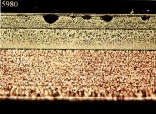 Рис.1. Управляемая коррозия.
Рис.1. Управляемая коррозия.
На рис.1 приведена система покрытий, которая состоит из трёх слоёв никеля и одного слоя хрома. Эти слои нанесены в cледующем порядке: первым наносится слой полублестящего никеля, затем слой блестящего никеля, далее слой микропористого никеля и затем уже наносится слой хрома. Слой блестящего никеля в данной ситуации является менее благородным (т.е. имеющим более электроотрицательный потенциал) по отношению к нижнему слою полублестящего никеля и к верхнему - микропористому никелю. Следовательно, при наличии влажной коррозионно-активной среды, проникающей через поры хрома и пористого никеля к этому слою блестящего никеля, он в первую очередь начинает корродировать. Это объясняется тем, что при наличии влаги возникает гальванопара (коррозионный элемент), где анодом будет блестящий никель, который и будет растворяться, защищая от растворения (коррозии) верхние и нижние слои покрытий. Скорость протекания коррозии можно замедлить, если уменьшить величину коррозионного тока. Это достигается путём создания таких условий электролиза, которые позволяют максимально увеличить количество микротрещин и создать сеть микропор в верхнем слое хрома. Чем больше количество микропор и микротрещин, тем более равномерно распределяются коррозионные токи по поверхности покрытия и тем меньше ток в каждой поре а, следовательно, и скорость коррозии.
«Новый» вид коррозии
На протяжении нескольких лет наблюдается проявление коррозии в новой форме. Рис.2 показывает проявление коррозии на поверхности детали. Коррозия распространяется по поверхности, тем самым ухудшая внешний вид покрытия. На рис.3 показан в разрезе пострадавший от коррозии участок детали. В отличие от так называемой «управляемой» коррозии, когда корозия направляется в ширину, а не в глубину, новый вид коррозии распрострaняется по поверхности покрытия. После этого начинается проникновение коррозии в направлении основного металла. Этот вид коррозии уже иногда встречался в некоторых регионах США и Канады. Но наибольшую актуальность этот вид коррозии получил после массового распрострaнения мирового автопрома в России. Этому виду коррозии подверглись автомобили практически всех автопроизводителей, независимо от поставщиков деталей. После первых проведённых исследований выяснилось, что качество покрытий пострадавших деталей полностью соответствовало всем требованиям автопроизводителей. Так же этому виду коррозии были подвержены алюминиевые детали, не зависимо от вида покрытия (лак или анодные плёнки).
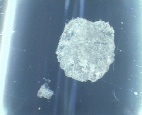 Рис.2. Коррозия на поверхности детали.
Рис.2. Коррозия на поверхности детали.
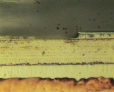 Рис.3. Участок коррозии в разрезе.
Рис.3. Участок коррозии в разрезе.
Анализ реагентов, которые применяются зимой на дорогах в России, показал, что используемые реагенты состоят из солей хлорида натрия, хлорида кальция и хлорида магния. В таблице 2 приведены результаты анализа реагентных солей, применяемых в Москве. Конечно, эта смесь обладает превосходными свойствами для обеспечения таяния снега. Но с другой стороны, она намного агрессивнее в коррозионном отношении, чем чистая соль хлорида натрия. Ввиду гигроскопичности, т.е. свойств удерживать в себе влагу, образовавшаяся на поверхности деталей соляная корка остаётся долгое время влажной и приводит к ускоренной коррозии и разрушению покрытий. В то же время соль хлорида натрия не гигроскопична, быстро высыхает и не является причиной создания разрушающей среды на поверхности деталей автомобиля.
Для разработки новых антикоррозионных систем, которые могли бы противостоять воздействию солей хлоридов кальция и магния, был разработан лабораторный тест, приближенный к реальным условиям в России. Первые результаты проверок новых возможных решений проблемы нового вида коррозии были неутешительны. Оказалось, что новые антикоррозионные системы с хорошей стойкостью к солям хлорида кальция aбсолютно неэффективны при проверке в нормативных CASS (copper accelerated salt spray) испытаниях.
Временные варианты решения проблемы коррозии – такие, как оклеивание деталей прозрачной защитной плёнкой или нанесение прозрачного лака - себя не оправдывали ввиду малой эффективности и изменения внешнего вида покрытий.
Некоторые автопроизводители пошли по пути использования в покрытиях слоя хрома, осаждённого из «трёхвалентного» электролита. Другие автопроизводители после детального изучения сложившейся ситуации пришли к выводу, что антикоррозионная система, основанная на микрориссовом (микротрещиноватом) принципе, эффективнее, чем микропористая система. Это было также подтверждено испытаниями в новом лабораторном тесте. После этого все новые проекты были основаны только на системе микротрещиноватых покрытия. В этих проектах было также принято решение об осаждении хромового покрытия только из «шестивалентных» электролитов хромирования.
Третья группа автопроизводителей пребывает в ожидании решения этой проблемы другими методами, которые находятся в данный момент в стадии тестирования.
Таблица 2. Состав реагентных солей.
| Реагент А | Реагент В | Реагент С | Реагент D | |
| Natrium,% | 0,4 | 0,0 | 0,3 | 27,4 |
| Magnesium,% | 0,1 | 0,1v | 11,1 | 0,1 |
| Calcium,% | 38,9 | 38,3 | 0,0 | 8,0 |
| Strontium,% | 0,0 | 0,0 | - | - |
| Chlorid,% | 60,2 | 60,3 | 42,5 | 69,6 |
| pH | 6,5 | 9,3 | 8,9 | 8,1 |
В то время как технический прогресс автомобильной промышленности неумолимо движется вперёд, гальваническая промышленность призвана к разработке новых цветовых гамм и оптимизации свойств декоративных покрытий для различных условиях эксплуaтации.
Алекс Плетт,
Май 2009

